





備後絣の誕生
1853年に(江戸時代後期)日本の福山市を中心とする備後地域で 「備後絣」が創案されました。 初代福山藩主で1622年福山城を築いた水野勝成公が領内の殖産興業の為木綿の製織・販売を奨励したことに始まり、瀬戸内をのぞむ沿岸一帯は海の埋め立て地だった為、潮風に強い「和綿」が農産物には適しており、和綿作が盛んに行われていきました。それを原料とする綿織産業も農村工業として活発になっていき、庶民の民家では機織りの腕前が若い娘達が嫁入りの条件にもなる時代に、農耕の傍ら夜な夜な織り、そして山陽道の宿場町神辺では、娘達が織った丈夫で安価な織り布がよく売れてゆく。やがて需要が増え1844年~1853年には神辺で木綿問屋を始める者が現れ、「神辺縞または福山縞」と称され、販路は出雲(現在の島根県の一地域)・九州まで拡大していきました。 1844年福山藩主阿部正弘氏が倹約令を出し庶民に絹織物を禁じた事により、綿織物がより盛んとなりました。1853年(江戸時代後期)ペリー黒船来航の年、富田久三郎が考案した、糸束を竹の皮と麻糸でくくり色が染まらない所と染まる所を作り織った柄布が販売されたのが、美しい織り布「備後絣」の始まりといわれています。備後絣は日本三大絣のひとつです。

備後の藍染め木綿 – Japanブルー –
1622年(江戸時代)より神辺地域で製織され流通した「神辺縞・福山縞」。 丈夫で安価で染めの堅牢で実用向き織物として称された備後織物は、1960年(昭和30年代)には年間330万反を出荷。全国の生産量の70%を占める。ジャパニーズジーンズと称された「もんぺ」が全盛期となった、丈夫な織り布はJapanブルー「藍染め」にもあります。Japanblue(ジャパンブルー)とは
日本の藍色は諸外国の染め布に比べると、黒に近い深くて濃い藍色です。 古くから日本では、独特の染め方で藍や紺に染めた布を「搗染め(かちぞめ)」と呼び、やがて「褐色(かちいろ)」と呼ばれるようになりました。鎌倉時代に入り「搗つ(かつ)」が「勝つ」に結び付けられ、勝色(かついろ或いはかちいろ)という濃い藍色は、呼び名から縁起物として武将に広く愛好され、より濃い藍色が好まれ、鎧にもこの藍で染められた糸が使用されました。さらに藍には、抗菌作用があることから武将たちは、身を守るために藍を身に着けて戦ったといわれています。 その藍色は、日本の職人の知恵によって、植物原料のタデ藍から研究され、天然灰汁発酵建てによって世界に類をみない日本独自の深くて濃い藍色になりました。備後絣は木綿100%と藍染め
木綿には保湿・吸収性・耐久性に優れた特徴があります。藍に染まりやすく、備後絣の織元企業は江戸時代の染め方を守り、安心な天然藍で染められています。また藍には、防虫効果という優れた性質があります。洗濯の際、使用初めの時期は染料が水に溶け出す事があります。これは染料が木綿の糸に含まれるタンパク質と絡み、化学反応をおこし、より丈夫な布になる過程です。 ※他色移り防止の為に単独で洗濯をお願いします。日本の藍染は「藍と白の2色」独自の発展
デニムも色落ちをしますが、糸の中心部分が白色(中白糸)なので、白地が浮いてきて、色落ちの変化を楽しむ事が出来ますが、備後絣の場合は糸を染めて、糸の中心部分まで染めているので、藍の部分はより深く、白い部分はより白くなってゆく過程が楽しめます。※白色の部分が水色の柄は藍重ねという後からもう一度藍染めを一回染めています。 ※直射日光に長期間当たる場所に置かれた場合、白焼けをおこす可能性があります。

備後絣の特徴
備後絣は糸の段階で染める(裏も表も同じ柄)先染め織物です。経糸(たていと)あるいは緯糸(よこいと)を束ね、模様となる部分を糸でくくり、藍などの染料で染めます。くくられている箇所が模様の元となり、経糸、緯糸を織ることで多種多様な柄が生み出されます。ふくよかな柔らかさ
手でじっくりと染め上げ、洗い、干す。 時間のかかる細かい工程を何度も繰り返すことで、より強く、しなやかな布がうまれます。 職人さんが口癖のように言う言葉「おてんとさんに干さんといけん」。染めた糸に空気を含ませるように職人さんの手で一束ずつ広げて、天日でゆっくり乾かすことで、糸の中心部分が膨らみ、ふっくらとした柔らかさがうまれ、夏は涼しく、冬暖かい織り布が出来上がります。同じ天然染料でも、夏は少し薄く、冬は少し濃い染め上がりになるのだそうです。備後絣ができるまでの製造工程
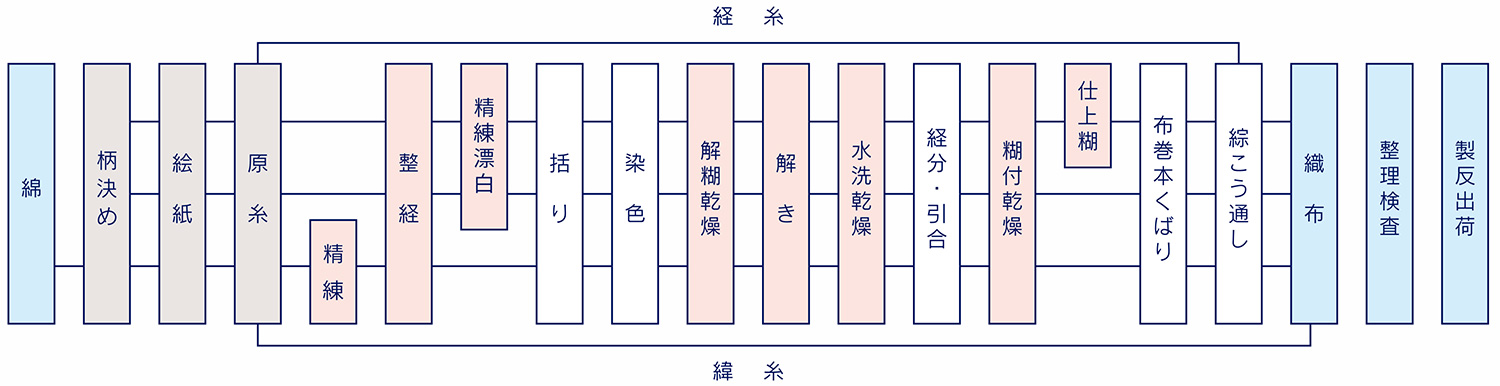

- 柄決め
- 模様を決める
- 絵 紙
- 模様の設計図。藍に染める部分と白く残す部分を決める。
- 括 り
- 白くする部分にはくくりと言って、白い木綿の織り糸の束に糸を巻き付け、 染料が入るのを防ぎます。
- 染 色
- 天然藍に優しく染漬けます。絞って、おてんとさんの下に一束一束手作業でふっくらと 空気を含ますように広げ干します。薄い藍色ならばこの染色工程を四回繰り返します。
- 解糊乾燥
- 絣柄の為の括りを解いて乾燥させる。
※括りー絣柄を作る際、糸束が染まらないように糸を巻き付けている部分
- 解 き
- 染めた後に括り糸(写真では黒糸)を解けば、藍と白の絣色が出来上がります。
- 経分・引合
- 柄づくりのために、糸を分けて引いたり合わせたりすること。
- 布巻本くばり
- 糸たばを解いたあと、柄を作っていくこと。
- 綜こう通し
- シャトル織機で織る前に綜こうに経糸2,000本あまりを通す。
このすべての工程(20工程~40工程)を経て、シャトル織機で織布になります。
※当時はこうした手間のかかる工程をそれぞれ分業で工場が分かれていました。生産量の低下とともに、分業体制は崩れ、現在は全工程を自社でこなす染め織屋2社のみ。 ※雨が降れば日干し工程は出来ないし、天候、気温、湿度によって微妙に糸の収縮率も変わる。シャトル織機の織りあがる速度も変わる。自然のリズムと職人さんの技によって生まれる織布です。

シャトル織機
現在、3社の織元企業さんが1960年代に全盛期だったシャトル織機で備後絣や備後の木綿を織られています。この織り機は現在生産されている企業がないほど貴重な織り機でもあります。雨が続くと止まり、5月などのカラッとしたお天気が続くと24時間でも動く、癖のある織り機を扱えるのは職人さんならではの技術。現代の機械と違い、昔ながらの手織りの風合いが残る織物に仕上がるのも特徴のひとつです。 職人さんたちは、「織り布は自然と共にある。急ぐことは出来ない。」と言われます。 大量生産の時代とは真逆な生産方法ですが、20以上の工程を経て、じっくりと職人さんの手によって織られた布は、季節と自然を感じ、そして使い手が毎日の生活で使いやすく、使うほどにより丈夫で美しい風合いを生み出し、表情豊かな織り布に仕上がってゆきます。
